
「過剰在庫削減に成功し進化し続ける」24時間営業SMの加工食品部門の業務カイゼンの取組み。
今なぜ「カイゼン」なのか。
SM業界が抱えている課題は、競争激化、食生活の多様化、労働力不足など経営環境がますます厳しく複雑化し、売り上げが低迷する中に置いて、いかに利益を生み出すかが最大の課題である。店舗業務のムリ、ムダ、ムラを削減し、その削減コストを再投資することでさらに利益へ直結する「カイゼン」が今、最も期待されている。「カイゼン」活動の本来の目的は「人時生産性の向上」である。つまり「経営が成り立つ人時(人件費)で与えられた売上・利益予算を継続的に達成」することである。
今回、紹介するカイゼン事例は
中四国エリアのSMで、過剰在庫削減取組みから業務改善を行い、作業生産性を劇的に向上し利益に貢献した事例を紹介しょう。
このSMの概要は現在、中四国で現在は店舗数86店舗、売上高1200億の地域密着リージョナルチェーンである。
SM業界で早くから24時間営業とプライベートブランド開発に取り組み、購入頻度の高い品目に絞って、利便性の高い業態を維持している。店舗面積は過去300坪、450坪だったが近年は600坪パターンにシフトしており、天井が高く店内は明るいのでお客様にとって買物がしやすいのが特徴である。
「カイゼン」の依頼内容はこうだ
このSMからの当初の要望は鮮魚部門の売上アップを含めた人時生産性アップの要望だった。取組み前に指定された店舗で状況確認を行ったところ、鮮魚部門の改善余地はあるものの、加工食品のバックヤード在庫が100台ほどあり商品の入荷時は他部門の台車搬送の邪魔にもなっていた。生鮮4部門以外の加工食品と日配部門を日中と夜間のメンバーで管理しているが、人時投入は鮮魚部門の3倍近くになっている。他店舗の加工食品の在庫状況を確認するとやはりこの店舗だけの問題ではなかった。経営陣と調整の上、優先順位は加工食品部門の改善から取組むこととなった。
しかし、この取組みは簡単ではなかった。当初パイロット店舗で過剰在庫削減から取り組み、人時生産性15~20%アップが出来、改善効果はすぐさま現れた。が、全店拡大になると改善は進みにくい時期が続いた。小分け配送及びオリコン納入のバラ配送によって品揃え数が増大したりもした。これを突き破ったのは、やはり本部の大きなバッアップと努力だった。棚割と販売計画書が変わると全店のムダ在庫が目に見えて減り始め、ムダ作業削減と売場管理のレベルアップによって、人時生産性が驚くほどに向上した。カイゼンは全社をあげて取り組んで行かねばならないと知らされた。
ではどのように取り組んだのか、カイゼンの具体的な取り組みを紹介しょう。
「カイゼン」を実践する4つのステップ
業務改善4つのステップ
1、 プロジェクト組織の設立と現場での問題点発見・原因分析・対策討議
2、 過剰在庫削減の取組み
3、 売場管理のレベルアップと人時投入の連動
4、 今後の更なるレベルアップの取り組み課題
1、プロジェクト組織の設立と現場での問題点発見・原因分析・対策討議
(1)プロジェクト組織(責任者とメンバー)の設定
当SMには業務改善推進の組織がなかったので、店舗運営部の部長(地区長職兼任)がプロジェクトリーダーとなり、店舗に在籍していたグロサリー部門の店舗チーフが業務改善専任としてプロジェクト組織にサブリーダーとして着任した。同時にパイロット店舗も設定し、店長、部門チーフ、夜間運営リーダー、この店舗のエリアSV、夜間部門のエリアSV、そして会議体に参加してもらう代表バイヤーも決めてもらい、目的と計画案を説明する為のキックオフ式を開催し意識を高めた。
(2)部門運営上の「ありたい姿」と「現在認識している問題点」の洗い出しと集約
プロジェクトの関係メンバー全員から「ありたい姿」と「現在認識している問題点」をアンケート形式で提出してもらい、リーダーとサブリーダーにも集約を依頼した。パイロット店舗の作業担当者にも「作業上の問題点や困っている事、改善して欲しい事」を提示してもらった。
(3)パイロット店での実態調査により問題点の洗い出しとその原因分析
24時間営業の店舗なので8時からの日中業務と22時からの夜間業務を分けて調査を行った。調査メンバーはリーダーとサブリーダー及び部門SVとで実施。売場管理や商品管理状態、作業方法などのチェックを行い問題点と疑問点を洗い出した。問題点を洗い出す場合は「お客様の目、作業担当者の目、管理者の目」で見ると問題点を出しやすい。各人が洗い出した問題点の重複を割愛し集約後、「その問題点を放置するとどうなるか?」という自問のステップを入れ、「特に問題はない」と判断した場合はその問題点は排除した。それぞれの問題点を「何故、何故、何故・・・」を繰返しながら原因を分析していく。(真因分析と呼んでいる)真因まで行き着くと対処方法が見える。洗い出した問題点の概略は次のようなものだ。
・定番売場の最上段(リザーブ商品置場)は品出し残やエンド展開残商品が
大量に仮置きされており、品出し作業を重複させている。
・バックヤードにも大量にエンド残、品出し残、特売残商品が残っている。
・品切れが多く発生するが原因分析対応が困難。
・自動発注システムを導入しているが過不足発生時に原因分析対応が困難。
・作業ボリュームに合わない作業計画になっている。
・過剰在庫が夜間作業の生産性を悪化させている。
・夜間作業での不完全作業は日中作業では修復困難。
2、過剰在庫削減の取組み
今回、最大テーマである過剰在庫について3つの観点から取り組みを始める。
過剰在庫削減の取り組み
(1) 過剰在庫の明確化と原因分析と対策
(2)入荷商品の品出し残の削減とゼロ化
(3) 売場管理(定番売場とエンド展開)の見直し
(1)過剰在庫の明確化と原因分析と対策
経営を圧迫する過剰在庫とは何か、それはどこに存在するのか、そしてその原因とは何か。
店の商品在庫の何が過剰かを明確にし、全員で認識共有する。その調査するにあたり売場在庫とバックヤード在庫に区分して詳細を確認した。
売場在庫場所の内訳
① 定番売場 ②エンド
③ハミダシ展開・・・特売残、エンド展開残商品:大半は過剰在庫
④リザーブ在庫(定番の最上段にストック)・・・過剰在庫
この内ハミダシ展開商品、リザーブ在庫商品は過剰在庫、つまりムダ在庫商品である。ハミダシ展開は、展開場所を決めずに発注した商品や特売残商品、エンド展開残商品が主である。
バックヤード在庫の内訳
① エンド展開中及び明日以降のエンド展開商品。
② 特売商品および明日以降の特売用商品。
③ 定番入荷商品の品出し残・・・ムダ在庫。
④ エンド展開・特売展開の残商品・・・ムダ在庫。
⑤ 棚割り変更用に入荷した新商品の未対応商品。
⑥ 棚割り変更後の終売商品の残。
⑦ 販売中に破れたりへこんだりした不良商品。
このパイロット店のバックヤード在庫は曜日や時間によって変動するが80~100台車の在庫があり、同じ時期で全店のバックヤード在庫は平均で70台車あった。入荷した定番商品が全数陳列出来ずにバックヤードに逆戻りしたり、本部及び店舗で発注したエンド商品や特売商品が完売せず残ってしまった商品である。
(2)入荷商品の品出し残の削減とゼロ化へ
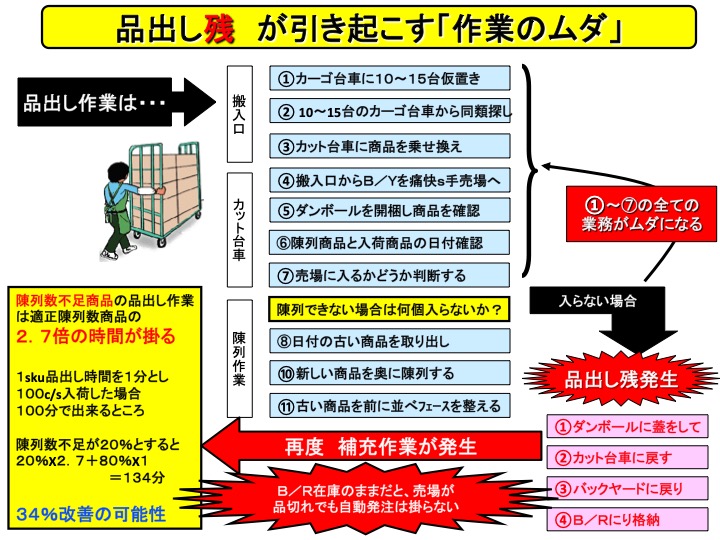
過剰在庫の具体的な数量と実態を確認したら、いよいよ入荷商品と品出し残の削減ゼロ化に着手する。過剰在庫の真犯人とも言える定番売場「リザーブ在庫」とバックヤード「定番入荷商品の品出し残」は、「棚割」の最大陳列数不足か発注単位のアンマッチが原因であった。
本部のバイヤーが作成している「棚割表」は年に2回、春夏用棚割と秋冬用棚割として大きく変更している。シーズン商品的な入れ替えやメーカーが新発売を行うタイミングで棚割の見直しを行い定番売場の活性化を図っている。本部が定めている「棚割(品揃え)方針」は加工食品部門の作業生産性に非常に大きな影響を及ぼす。売場を構成しているのは定番売場とエンド・島展開売場であるが、それぞれの機能を再確認しておく必要がある。
◆定番売場の機能
① 店舗の方針(品揃えの幅と深さ)を表現するスペース。
② 安定した利益を稼ぐスペース。
◆エンド・島展開売場の機能
① 大量陳列による売上げの突上げるスペース。
② 季節感演出や関連販売による買上げ点数をUPするスペース。
③ 新商品や定番外商品の展開による売上げをUPするスペース。
※エンド・島展開売場は定番売場の陳列量不足を補完するスペースでもある。
店舗は本部から指定された棚割表に基づき指定された期日までに、定番売場の棚替えを実施している。バイヤーが棚割表を作成する時は、売れる商品の品揃えが必要であるが、作業生産性にも考慮すべきである。売れ数に見合った陳列数を確保しつつ、発注単位(経済ロット)の1.5倍の陳列数確保と手の甲が入る棚板間隔が必要である。
450坪から600坪タイプを多く抱えるこのSMでは、ほぼ売れ数に見合った陳列数になっているが、発注単位に対しては1.5倍を確保している商品もあれば、1発注単位しか入らない商品も1割以上あった。
入荷商品の品出し作業で、陳列数が少ない為に品出し残が出てしまう商品の作業時間をカテゴリー(食品・菓子・雑貨・酒)毎に時間計測を行うと、バックヤードに持ち帰るのではなく棚上最上段のリザーブ商品置き場に仮置きしたとしても、再度品出しが必要なので初回の作業時間を合わせると2.7倍の時間が掛った。単純計算をする為に1発注単位の品出し時間を1分として、100C/S入荷し20%が陳列数不足とすると、100c/sⅩ1分=100分出来る作業が、80c/sⅩ1分+20c/sⅹ2.7分=134分掛ることになる。
商品部のバイヤーに陳列数の少ない棚割の品揃えを絞り込んで、1発注単位の1.5倍が入る棚割を作成してほしいと依頼しつつ、パイロット店にて飲料と液状調味料の棚割にて品揃え数を減らすことなく、陳列数を調整することを認めてもらい実施した。効果はすぐに出た。10ゴンドラの変更だけだったが、品出し作業で23%、前出し作業で37%の作業生産性が上がった。
作業生産性だけで品揃えや棚割りを決めることは出来ない。顧客満足や経営戦略・商品政策を前提とした品揃え(棚割)が必要である。経営陣を交えた商品部との棚割方針の見直しには紆余屈折があり1年かかってしまったが、食品、菓子部門の棚割の見直しをしてもらった。雑貨部門の発注単位は元々一律の小分け配送をされていたが、ベンダーと店舗作業に考慮した発注単位に見直してもらった。
入荷商品の品出し残の大幅削減に成功、全店的に品出し作業の生産性向上。入荷商品の品出し残が大幅に削減出来たので、全店的に品出し作業の生産性が上がり、バックヤード在庫の⑤、⑥、⑦の問題が解決した。つまり定番品出し残商品はほぼなくなり、リザーブ在庫も半減した。結果、新たな業務カイゼンに取組めることになった。作業のタイミング遅れになっていた指定期日での棚替え実施や、終売商品の売り切り処理、そして不良商品の早期廃棄処理である。この⑤⑥⑦問題の解決は「自動発注システム」の在庫数の整合性アップに大きく寄与することになった。
(3)売場管理(定番売場とエンド展開)の見直し
バックヤード在庫の大半は前述の①、②、③、④である。①と②は自社の物流センターのコスト削減にも取組んでいるので、事前に発注数が決まっている特売商品やエンド展開用商品の納品は、トラックの積載効率を考慮した納品になっている。そのため、店舗への指定納品日に遅れる事はないが、1日前や2日前納品になることが多々あり、このことは今も変わりはない。
問題は③の特売商品の残と④のエンド展開残商品(ムダ在庫)であった。
特売商品は3~4日間の通し商品と日替わり特売、タイムサービス特売がチラシ掲載されており、特に日替わりとタイムサービス商品は、目玉商品になるので大量に売れると予測はしているが、店舗では品切れしないように更に多めに発注している。予測が外れた時は大きなムダ在庫を抱えることになり、次の特売が掛るまでの在庫となることが多い。
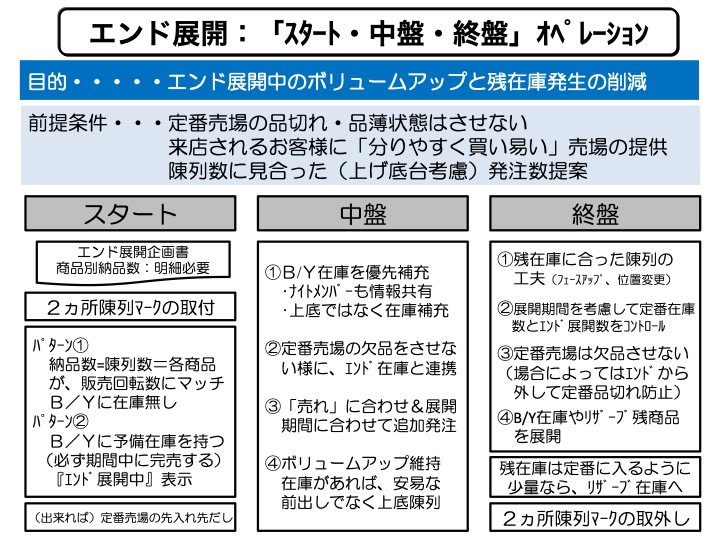
エンド展開の企画は各店の店舗のエンド本数に差があるので、必須企画と選択企画にされており、各店が自店舗のエンド本数に合わせて「月次エンド計画書」を作成して、展開期間の10日ほど前に発注をしている。
エンド企画の残商品発生の削減と売上確保の取り組み
このエンド企画の残商品発生を削減し、売上げも確保できるように下記の取組み提案を行い商品部の協力が得られたのでそれぞれ実行に移せた。
① 本部の販売計画書作成時、特売や送込み商品は店舗スペースと作業を考慮して作成する。
② 全店舗のエンド本数と島展開個所数&スペースの調査を行い、エンド展開企画は必須企画
と選択企画に分けて、各店が自店舗のエンド本数に合わせて「月次エンド計画書」を作成
し、本部提案の企画を実行する。
③ エンド企画書には商品明細と販売予測数を提案しているが、直近のPI値の提供と、アル
バイトでも陳列ができるように展開イメージ図と展開写真の提示を依頼した。
(店舗は自店舗の予測客数を掛け合わせると発注精度が上がる)
④ 初回発注数は売場立ち上げに必要な最低発注数を提示し、エンド展開の売行きに合わせて
エンドボリュームを損ねることなく、又、終了時には大量に残る事がないように「追加発
注」が出来るようにしてもらった。
⑤ エンド展開の陳列は3段展開か4段展開を行っていて、従来のエンド企画書はゴンドラの
上から下までの提案をしていた。
菓子の各エンド展開は同じエンドに同じジャンル(米菓、スナック菓子、ビスケット、チョ
コレート等)を継続的に展開しているので、棚板の1段もしくは2段は「前回企画書の残商
品」の展開もできる様に配慮してもらった。
⑥ 店舗でのエンド展開のスタート時は、お客様にとって新鮮でボリューム感があるので商品
の売れ行きは良いが、中盤以降はボリューム感がなくなり売れ行きは落ちる。その為下記の
ように中盤、終盤にかけては在庫を意識しつつエンド展開のボリュームアップができるよう
に、各段階の出来栄え基準の設定をしていくことを本部に認めてもらった。この取決めは店
舗にとっては売れ行き把握と在庫管理、エンド作りのセンスが必要だが、終盤の売れ行きダ
ウンを防ぐ事が出来る。
本部バイヤーの2大業務である「棚割作成」の見直しと「販売計画書」のレベルアップによって、リザーブ在庫の削減とバックヤードの在庫削減だけでなく、エンド企画書の順守率が上がりまた売場の出来栄えも上がってきたので作業の効率アップと、売上アップにも寄与した。発注(定番・特売・エンド商品)の見直しは「売場管理の見直し」取組みと共に行う事ができた。成果は徐々に現れた。
・各店舗は本部のエンド企画の必須企画だけでなく、選択企画でも指定期間が順守できるよう
になってきた。
・エンド展開の発注数の精度アップもさることながら追加発注ができるお陰で」展開終盤の貧
弱なエンド展開が減ってきた。特に菓子部門の効果は大きかった。
・取組み初年度の全店舗のバックヤード在庫の平均は70台だったが、次年度は60台、その
翌年には45台に減少した。(現在は25台~35台)
3、売場管理のレベルアップと人時投入の連動
棚割の見直しにより定番の品出し作業の効率が上がり、前出し作業もし易くなってきたので捻出できた人時により、朝・夕の定番前進陳列実施だけでなくエンドのボリュームアップも行い、出来栄えが充実し始めた。
経営陣や商品部への棚割見直し提案の為に、作業スピードの計測や効果検証だけでなく品出し作業の調査も行っていたので、日配部門も含めたカテゴリー別の作業スピードが明確になった。
従来から作成・活用していた時間帯別の作業割当表に入荷予定数を明示し、作業スピードで計算すると必要な作業時間が算出できる。このSMではお客様の少ない夜間に品出しを実施するので、作業割当計画の狂いが少なく効果的な人時投入が出来ていった。効果が出始めると人時削減の意見もあったが、経営トップの考えで夜間の防犯上のリスクも考慮され、人時はそのままで精肉部門や総菜部門の品出し作業だけでなく、ルートセールスなどのサービス業務も取込み(当然仕入れ原価に反映)、利益確保にも貢献できたと考える。
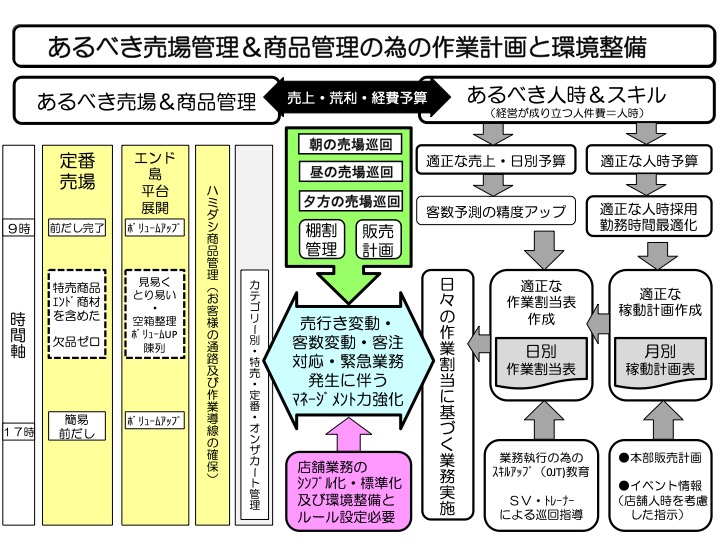
効率の良い「適正な売場管理・商品管理」を行うには、適正な売上予算・販売計画・人時予算・棚割管理・発注・品出し&在庫管理が必要である。
下記の図に記したように「あるべき売場&商品管理」を行う為に「あるべき人時とスキル」とが連携して運営する必要がある。当然、全店で取り組んで効果を出すためには誰でも出来るように手順書やマニュアル作りとOJTが必要である。
改善活動は経営トップの判断から始まり、現場の小さなサクセスを積み上げ、適時報告・提案をして、経営トップが改善メンバーに報告場所や機会を提供してくれることで全店に広めていくことが出来、次の改善につながる。
4、今後の更なるレベルアップの取組み課題
バックヤードの定番在庫がほとんどなくなり、販売計画書のレベルアップも出来てきたので、エンド展開残も少なくなってきたが、もう一段階上げたい課題が残っている。
(1) 特売展開残を出さない仕組みづくり。
(2) エンド企画書の本部発注提案の更なる精度向上にて店舗特売・エンド発注業務の削減。
(3) 標準棚割に対して隠れた個店別の売れ筋商品管理方法とお客様要望商品の、棚割管理方
法の確立。
(4) 定番のリザーブ在庫を出さない自動発注システムの活用環境の再整備
自動発注システムを導入していても種々の決め事をルール通りに、そして決められた期
日で実行しておかないと、コンピューター精度の高い予測はできない。
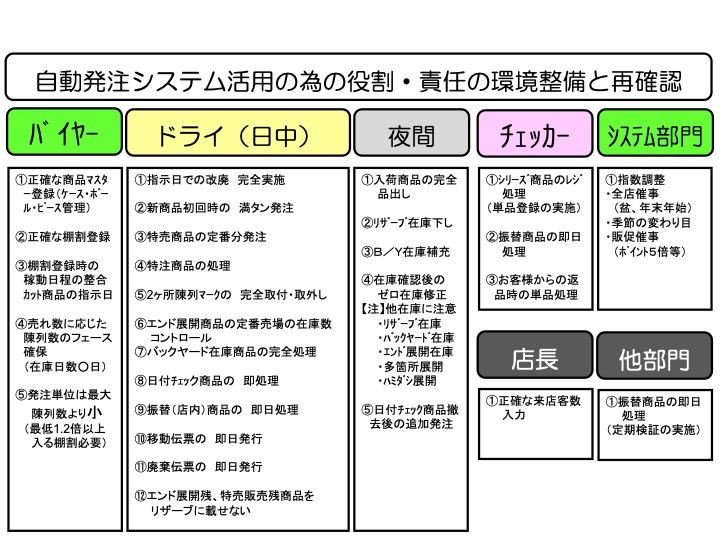
自動発注システムは様々なデータ(入荷・販売・振替・値引き・廃棄など)をタイミングよく処理をして、過去の販売実績をもとに「あるはずの在庫数」を加味して予測を立てている。その在庫が店舗内のどこにあろうが、不良品(破れ商品や賞味期限切れ)であろうがカウントをしているので、特に在庫管理には留意が必要。
(5)適正な人時投入と人材育成
このSMでは社員の教育や研修にコストをかけて、スキルアップを図っているが、人時不足が続くと計画業務が疎かになり、売場管理・在庫管理に影響が出て悪循環になりかねない。人時生産性向上だけでなく、全従業員のモチベーションアップも重要。
<記事執筆:飯田晴夫>
お気軽にお問い合わせください。090-1021-0460受付時間 9:00-18:00 [ 土・日・祝日除く ]
お問い合わせ